Benritrovati.
E' da un pò che non pubblico nulla. Purtroppo le incombenze della vita e di lavoro spesso
prevalgono sulla passione e sul piacere di condividere le mie piccole esperienze.
E per l'appunto vorrei aggiornarvi riguardo l'uso del laser sulla mia CNC.
Ancor prima di parlarvi di qualsiasi cosa, voglio ricordare l'estrema pericolosità
di questi laser, anche quelli di piccola potenza, da usare tassativamente con occhiali
protettivi, pena irrimediabili danni alla retina degli occhi. Basta un attimo.
Data la mia poca conoscenza di questi apparecchi, ho comprato, per prova, uno di piccola
potenza, giusto per vedere cosa riuscivo a ricavarne.
La mia scelta è caduta su un modello da 3,5W o più frequentemente indicato come 3500mW.
La potenza è la stessa, ma sicuramente 3500mW fa più richiamo tra gli avventori digiuni di elettronica.
Prerogativa importante e che avesse un ingresso TTL, cioè la possibilità di essere acceso e spento con
un trigger (0-5V) , quale può essere l'attivazione mandrino (comandi M03-M05)
o addirittura con il pilotaggio della velocità dello stesso (comando S).
Altra nota importante è che il laser abbia il fuoco regolabile cioè la lente focalizzatrice deve essere montata su una ghiera avvitabile, tale da poter concentrare finemente il punto di massima potenza del raggio.
Queste caratteristiche sono comuni quasi a tutti i laser in vendita sulle note piattaforme, ma non a tutti.
Infine, altro fattore da tener presente è la corrente assorbita. Ho visto
alcuni laser che a parità di potenza, dichiaravano nelle caratterictiche
tecniche una corrente assorbita nettamente inferiore agli altri.
Ovviamente diffidate di questi apparecchi che odorano di truffa.
Quindi, spesso prezzi più abbordabili possono nascondere la mancanza di queste peculiarietà.Occhio!
Vediamo in particolare con la foto sottostante
Occhiali protettivi. Devono agire sulla stessa lunghezza d'onda del raggio laser.
DA INDOSSARE OBBLIGATORIAMENTE
Ora vediamo come far fare qualcosa a questi gioiellini..
La prima operazione , sicuramente, è quella di configurarlo sul Mach3.
Le possibilità, come accennavo sopra, sono due:
settare l'accensione e spegnimento del laser con i comandi M03 e M05. Questa configurazione
appunto, permette solo queste operazioni, senza possibilità di variare l'intensità del raggio.
Useremo questo settaggio solo se le nostre esigenze si limitano ad incidere disegni , caratteri o fare tagli,
tutti e sempre con la stessa potenza di laser.
Configurazione in MACH3 primo modo
Attiviamo il mandrino.
Stabiliamo un PIN di OUTPUT a nostra disposizione e nella sezione SPINDLE settiamo il mandrino.
In questo esempio ho configurato l' OUTPUT 1 .
Una volta salvato, possiamo accendere il laser attraverso il tasto SPINDLE oppure con M03 e M05
contenuti nel gcode della nostra lavorazione.
Attenzione, con questa configurazione il raggio laser partirà con la sua massima potenza.
--------------------------------------
Appena più complessa è la seconda possibilità di configurazione in modalità PWM.
Con questo settaggio possiamo ottenere dal nostro laser non solo l'accensione e spegnimento,
ma anche la modulazione dell'intensità del raggio dello stesso.
Cioè il laser si accenderà e si spegnerà con i soliti comandi M03 ed M05, ma leggerà anche il valore
di S. Per cui per S0 il laser risulterà a minima potenza , per aumentare via via che S cresce.
Da ciò capirete voi stessi che questa configurazione è molto più versatile e ci permette non solo
le incisioni semplici, ma anche le incisioni in scala di grigio........ma certo! Le foto.
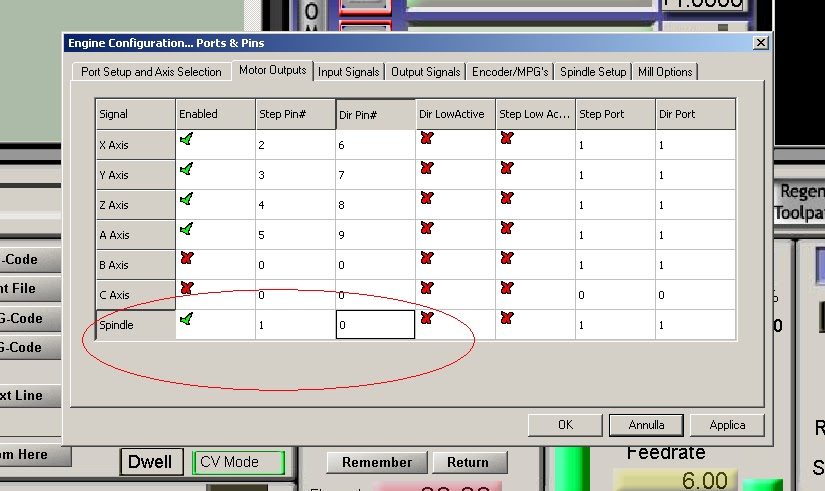
Configurazione MACH3 secondo modo:
In questo caso dobbiamo assegnare un PIN di STEP al mandrino, non è importante il DIR.
Selezioniamo l'uscita PWM assegnando dei valori numerici
alla frequenza del PWM e al valore minimo.
Il valore della frequenza base dipende dalla frequenza max di ingresso TTL del laser .
Il valore 1000, può essere valido, ma fare delle prove con alri valori fino
a raggiungere una variazione lineare della potenza del raggio.
Stabilendo invece, il valore minimo del 10% significa che ad S0 il laser
emetterà una potenza pari alla sua decima parte, quindi un' inefficace punto
luminoso, che può servire ad azzerarlo sul pezzo da incidere.
Importante è azzerare tutti i valori nel cerchio rosso sotto,
per non avere pause nelle varie modulazioni.
Con questa configurazione possiamo accenderlo e variare l'intensità del laser con la barra verde.
Considerate che i tempi di commutazione tra i vari ON e OFF sono sì nell'ordine dei msec., ma
comunque il loro ritardo inficia molto sulla velocità di esecuzione.
A questo scopo possono essere usati i comandi M11Px-M10Px per tale operazione, dove x
sta per il PIN da utilizzare. Questi comandi a differenza di M03-M05
sono molto più veloci nella commutazione.
Vi rimando alla trattazione e ai dettagli in
TWEAKIE....M10P1-M11P1
-----------------------------
Ok, fin qui abbiamo visto come configurare il nostro laserino.
Vediamo ora i softwares che ci permetteranno di usarlo a dovere.
Inutile dire che vi sono programmi a pagamento più o meno buoni, ma noi non
prenderemo in considerazione questi, ma quelli gratis-opensource-freeware, insomma quelli a sbafo.
Non dimendicandoci , però , di ringraziare, anche se virtualmente, tutti quelli che hanno messo
a disposizione della comunità e senza scopi di lucro, il loro intelletto,
permettendo ad altre persone (come me) di sperimentare e avere nuove opportunità di imparare.
Elenchiamone alcuni:
in primis nomino il plugin dello stesso Mach3 .......vi ricordate?
Laser Engraving
Bene, basta assegnare un PIN libero a nostra
disposizione al DIGIT TRIG e collegarlo attraverso l'LPT all'ingresso TTL del laser,
per avere incisioni di foto stupende in scala di grigio.
Attenzione che questo plugin lavora solo con l'interfaccia parallela,
quindi risulterà inefficace su tutte le varie schede USB per Mach3.
Vi rimando alla lettura dell'argomento su questo blog per maggiori dettagli .
Dettagli
Alcuni esempi di incisione.
Incisione carattere su alluminio ossidato nero.
Non pensiate che il laser abbia inciso l'alluminio,
ma ha solo bruciato la patina di ossido.
Incisioni in scala di grigio. Le foto riprodotte sono molto piccole ,
nell'ordine di 2/3 cm, ecco perchè la scarsa risoluzione.
--------------------------------------------
Tra gli altri che ho potuto provare, sono alcune estensioni per
INKSCAPE (
estensioni).
Cercate tra esse quelle dedicate ai laser.
Devo però , aggiungere che i risultati (forse per mia incapacità) sono stati alquanto deludenti.
.
Bene per il momento mi fermo, poi affonteremo altri software e come settarli nella seconda parte.
Buon divertimento.